

Metal fabrication
Sheet, tube and structural work, where cutting, joining and finishing all happen under one roof.
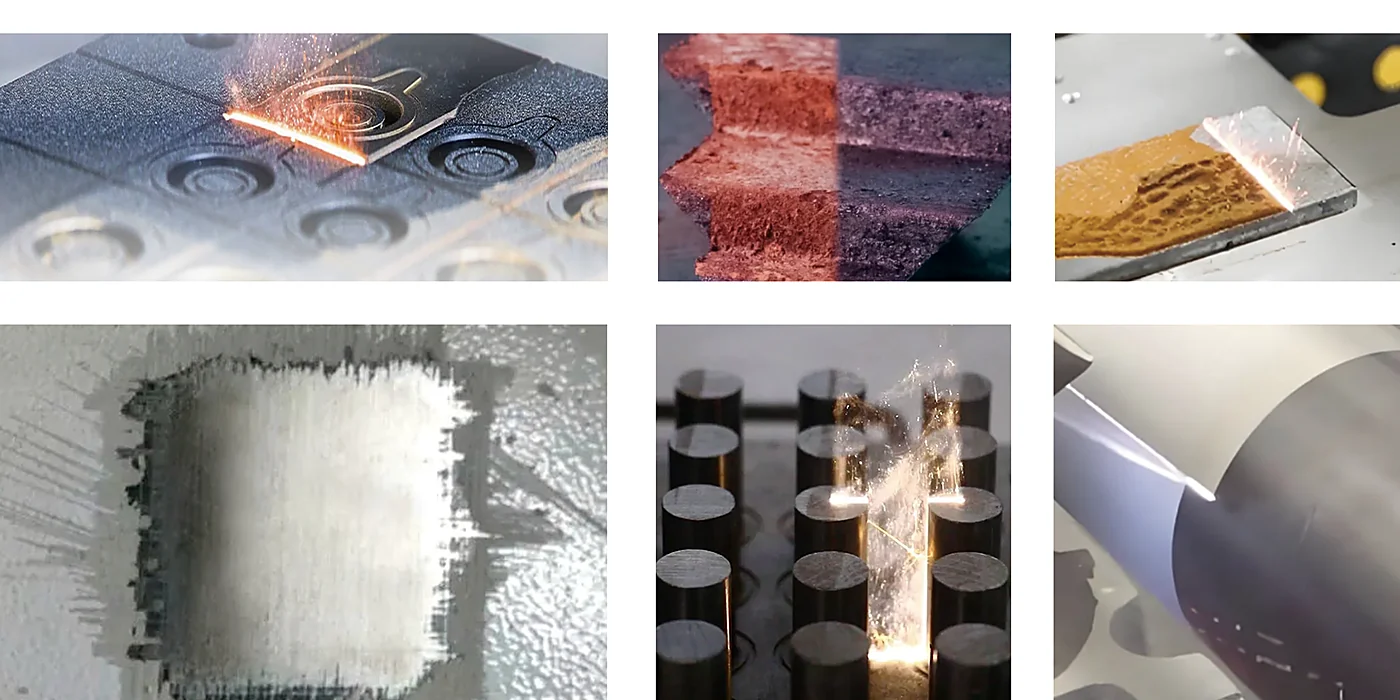
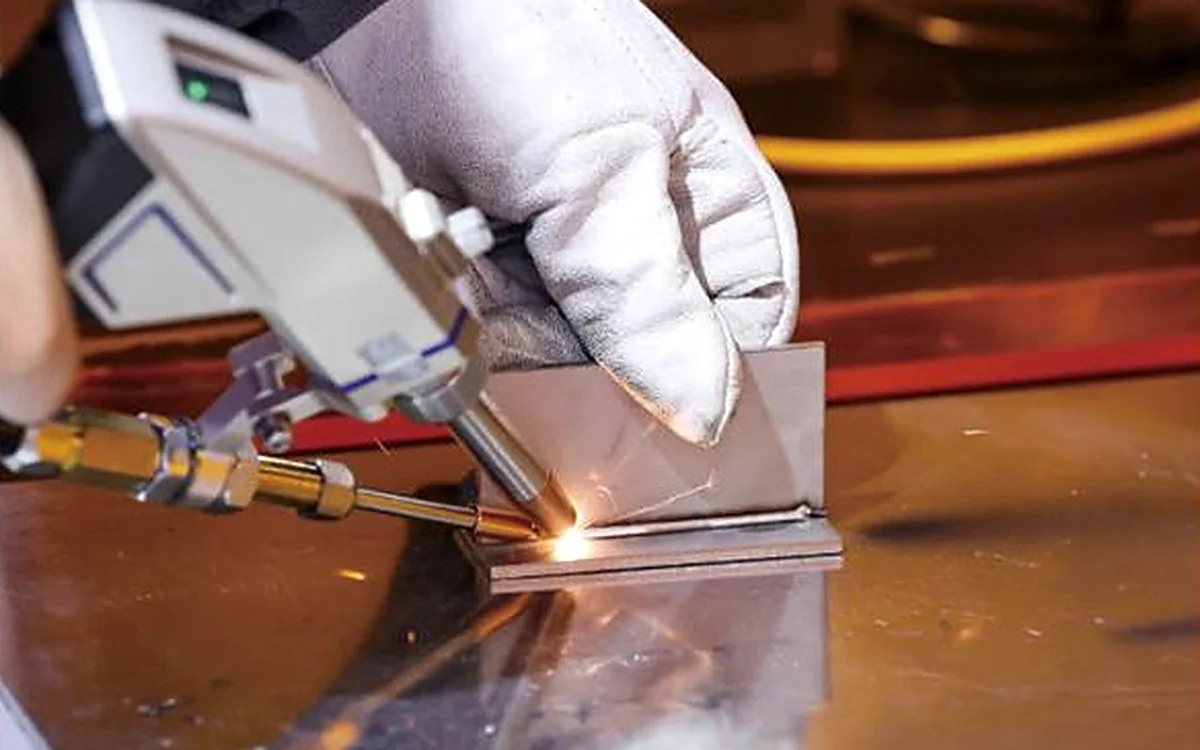
Fabricators run mixed jobs in mild steel, stainless and aluminium. Fiber cutting takes the stock down to shape, handheld welding closes the seams without the grinding a TIG joint usually needs, and cleaning strips mill scale and oxide off the joint before welding and off the weld afterwards.